
Page 703 - Mastik®
P. 703
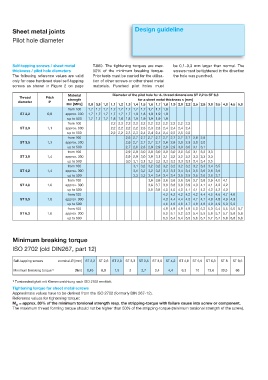
Sheet metal joints Design guideline
Pilot hole diameter
Self-tapping screws / sheet metal T.060. The tightening torques are max. be 0,1–0,3 mm larger than normal. The
thickness / pilot hole diameters 50% of the minimum breaking torque. screws must be tightened in the direction
The following reference values are valid Prior tests must be carried for the utilisa- the hole was punched.
only for case hardened steel self-tapping tion of other screws or other sheet metal
screws as shown in Figure 2 on page materials. Punched pilot holes must
Material Diameter of the pilot hole for db thread dimensions ST 2,2 to ST 6,3
Thread Pitch
strength for a sheet metal thickness s [mm]
diameter P
Rm [MPa] 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,2 2,5 2,8 3,0 3,5 4,0 4,5 5,0
from 100 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,8
ST 2,2 0,8 approx. 300 1,7 1,7 1,7 1,7 1,7 1,7 1,8 1,8 1,9 1,9 1,9
up to 500 1,7 1,7 1,7 1,8 1,8 1,8 1,9 1,9 1,9 1,9 1,9
from 100 2,2 2,2 2,2 2,2 2,2 2,2 2,2 2,2 2,2 2,2 2,3
ST 2,9 1,1 approx. 300 2,2 2,2 2,2 2,2 2,3 2,3 2,3 2,4 2,4 2,4 2,4
up to 500 2,2 2,2 2,3 2,3 2,4 2,4 2,4 2,4 2,5 2,5 2,5
from 100 2,6 2,7 2,7 2,7 2,7 2,7 2,7 2,7 2,7 2,8 2,9
ST 3,5 1,3 approx. 300 2,6 2,7 2,7 2,7 2,7 2,8 2,8 2,9 2,9 3,0 3,0
up to 500 2,7 2,8 2,8 2,9 2,9 2,9 2,9 3,0 3,0 3,1 3,1
from 100 2,9 2,9 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,1 3,2 3,3
ST 3,9 1,4 approx. 300 2,9 2,9 3,0 3,0 3,1 3,1 3,2 3,2 3,2 3,3 3,3 3,3
up to 500 3,0 3,1 3,1 3,2 3,2 3,3 3,3 3,3 3,3 3,4 3,4 3,5
from 100 3,1 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,3 3,4 3,5
ST 4,2 1,4 approx. 300 3,1 3,2 3,2 3,2 3,3 3,3 3,4 3,4 3,5 3,6 3,6 3,6
up to 500 3,3 3,3 3,4 3,4 3,4 3,4 3,5 3,5 3,6 3,6 3,6 3,7
from 100 3,6 3,6 3,6 3,6 3,6 3,6 3,7 3,8 3,9 4,0 4,1
ST 4,8 1,6 approx. 300 3,6 3,7 3,8 3,8 3,9 3,9 4,0 4,1 4,1 4,2 4,2
up to 500 3,9 3,9 4,0 4,0 4,0 4,1 4,1 4,2 4,2 4,2 4,3
from 100 4,2 4,2 4,2 4,2 4,2 4,4 4,5 4,6 4,7 4,8
ST 5,5 1,8 approx. 300 4,3 4,4 4,4 4,5 4,7 4,7 4,8 4,8 4,9 4,9
up to 500 4,6 4,6 4,6 4,7 4,8 4,8 4,9 4,9 5,0 5,0
from 100 4,9 4,9 4,9 4,9 5,0 5,2 5,3 5,4 5,5 5,6 5,7
ST 6,3 1,8 approx. 300 5,0 5,1 5,2 5,3 5,4 5,5 5,6 5,7 5,7 5,8 5,8
up to 500 5,3 5,4 5,4 5,5 5,6 5,7 5,7 5,7 5,8 5,8 5,8
Minimum breaking torque
ISO 2702 (old DIN267, part 12)
Self-tapping screws nominal-Ø [mm] ST 2,2 ST 2,6 ST 2,9 ST 3,3 ST 3,5 ST 3,9 ST 4,2 ST 4,8 ST 5,5 ST 6,3 ST 8 ST 9,5
Minimum breaking torque 1) [Nm] 0,45 0,9 1,5 2 2,7 3,4 4,4 6,3 10 13,6 30,5 68
1) Torsionsfestigkeit mit Klemmvorrichtung nach ISO 2702 ermittelt.
Tightening torque for sheet metal screws
Approximate values have to be derived from the ISO 2702 (formerly DIN 267-12).
Reference values for tightening torque:
M = approx. 80% of the minimum torsional strength resp. the stripping-torque with failure cause into screw or component.
A
The maximum thread forming torque should not be higher than 50% of the stripping-torque (minimum torsional strength of the screw).